Copper Sheet Minimum Bend Radius

Bending Basics The Fundamentals Of Heavy Bending
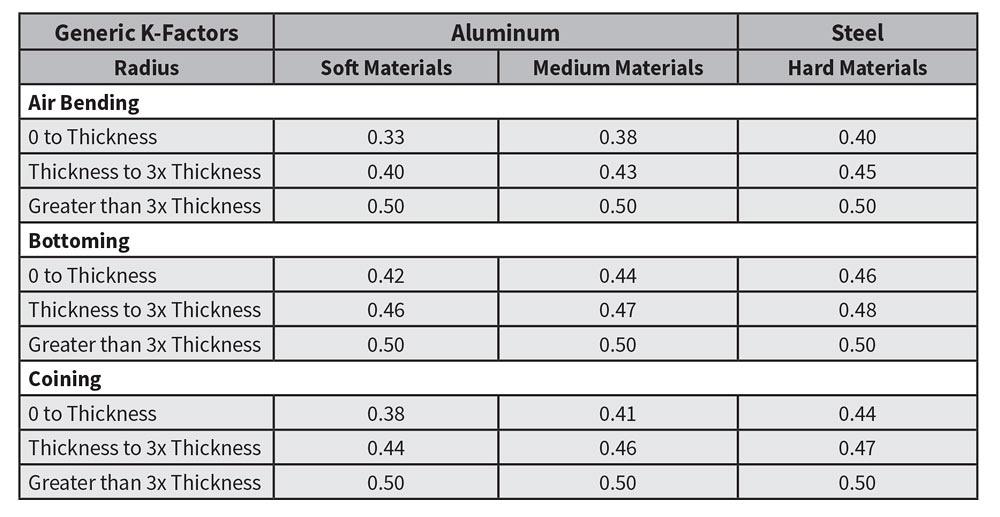
Analyzing The K Factor In Sheet Metal Bending

Bending Basics The Hows And Whys Of Springback And Springforward

Following Dfm Guidelines For Working With Sheet Metal Sheet Metal Sheet Metal Work Sheet
Enotes Manufacturing Processes

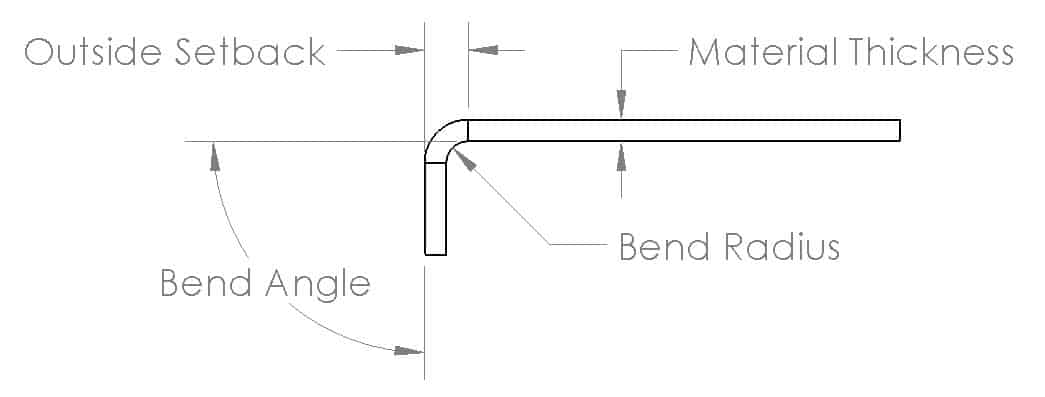
Bend Allowance Sheetmetal Me

0 064 1 63 mm.
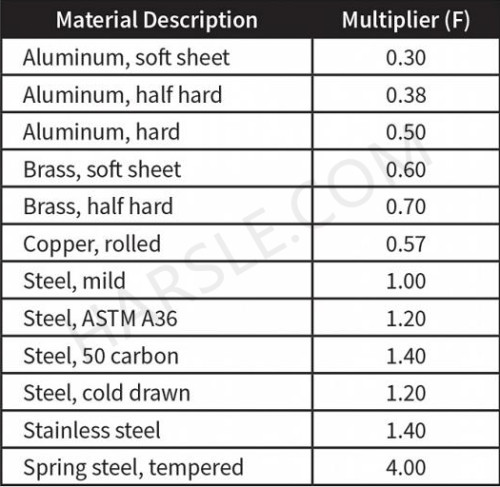
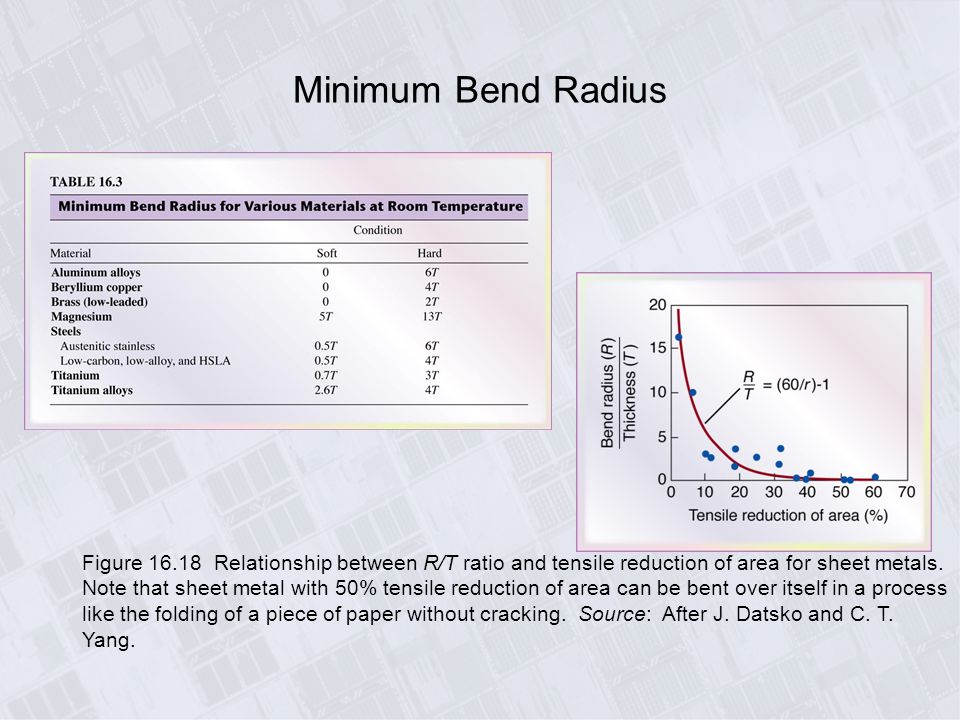
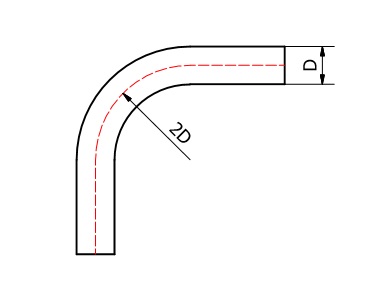
Copper sheet minimum bend radius.
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum

Band Saw Blade Sizes Bandsaw Band Saw Blade Bandsaw Projects

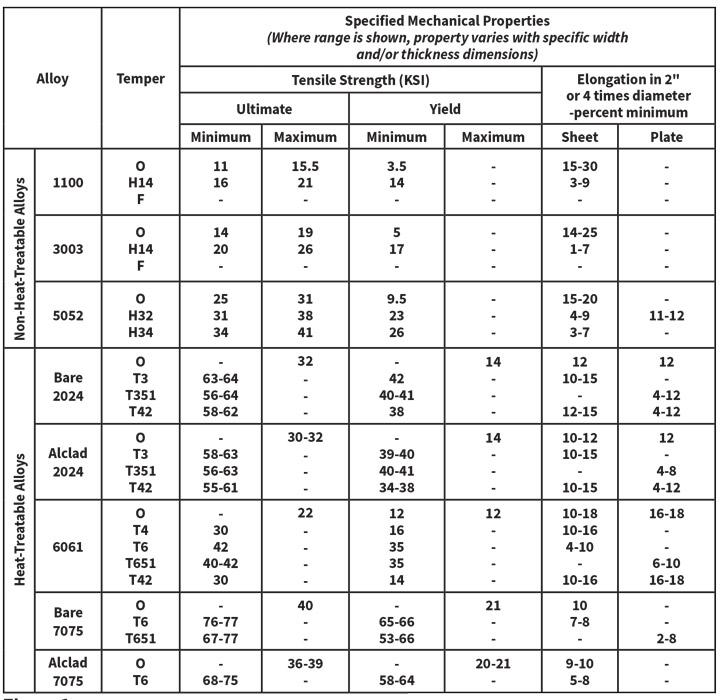
Which Aluminum Alloy Bends Best Clinton Aluminum

Pin En Porton

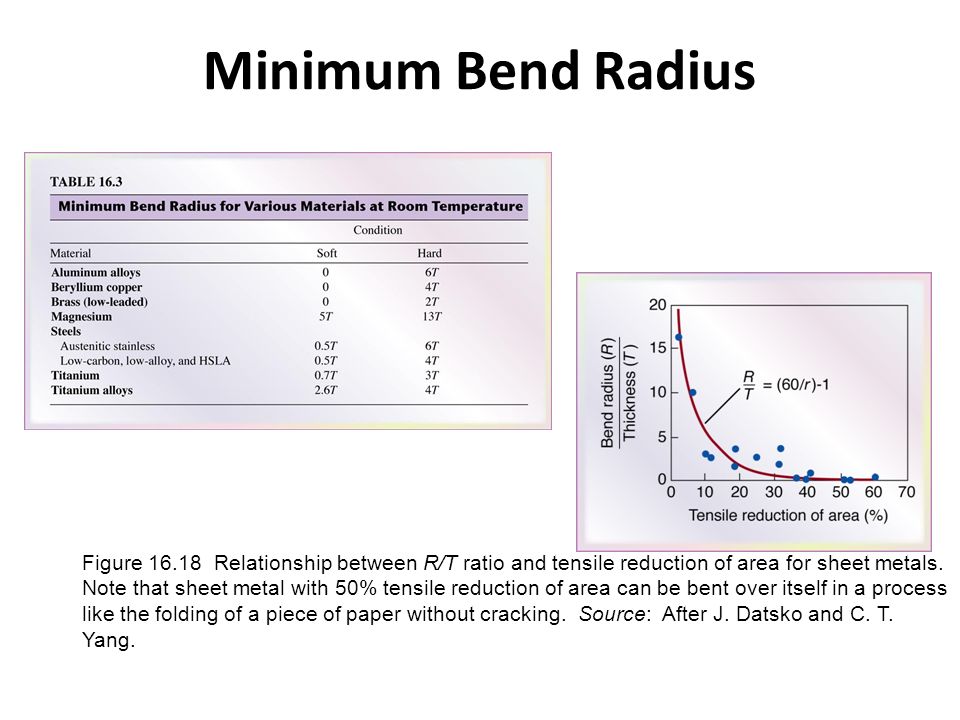
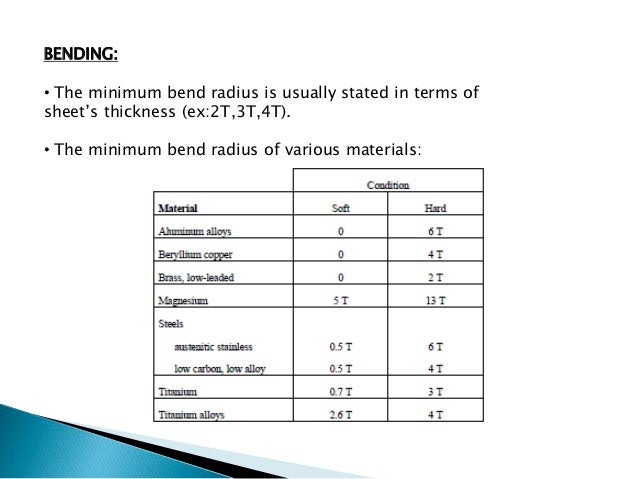
Minimum Bending Radius Something To Pay Attention
Tips For Bending Sheet Metal Make It From Metal

This Cincinnati Webinar Is On The Fundamentals Of Bending Metal With Press Brakes Part 1 Of 2 Metal Fabricators And Product D Press Brake Metal Metal Working

Tube Bending Methods More In Http Mechanical Engg Com Carpentry Projects Diy Plans Sheet Metal Fabrication
What Makes An Air Bend Sharp On The Press Brake Harsle Machine

Bending Processes And Methods Trumpf Machine Tools Machine Tools Bend Trumpf

Electrical Thumb Rules You Must Follow Part 1 Eep Electricity Current Transformer Power Engineering
Http Www2 Mae Ufl Edu Designlab Lab 20assignments Sheet Metal Pdf
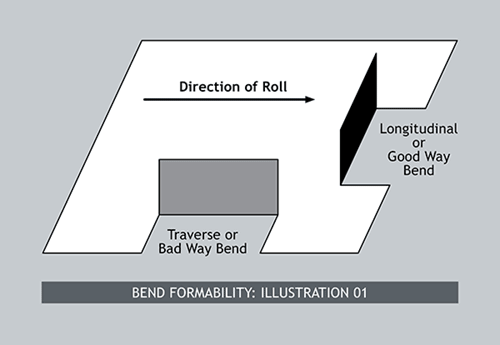
Ductility And Bend Formability Fisk Alloy
Key Design Principles For Successful Deep Drawing

Fab 24 Rainscreen Cladding Gauge Metal Technologists Based In Glasgow Scotland Uk Metal Sheet Design Sheet Metal Fabrication Sheet Metal Art

Sheet Metal Panel Bending Manufacturers Dalsin Industries Inc In 2020 Metal Panels Sheet Metal Metal Bending
Sheet Metal Forming Processes Ppt Download

Sheet Metal Shear Sheet Metal Shear Metal Working Tools
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

Pin On Mouthpiece

Sheet Metal Forming Process Chapter 7 Ppt Download
Tube Bending Design Guide Listertube Tube Engineering Services
Chapter 16 Sheet Metal Forming Processes Sheet Metal Parts A B Figure 16 1 Examples Of Sheet Metal Parts A Die Formed And Cut Stamped Parts B Ppt Download
Sheet Metal Unigraphics
Source : pinterest.com
